



Penész specifikációk
|
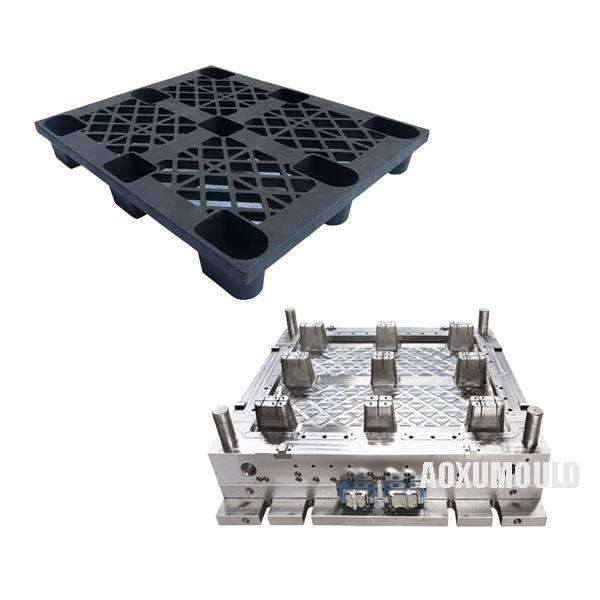
Penésznév |
Dinamikus raklap |
|
Termékanyag |
HDPE, műanyag |
|
Termékméret |
1200x1100x140 mm |
| Terméktömeg |
10,5 kgs |
|
Penész anyag az üreghez &. Mag |
P20 |
|
Forma alap |
C45 |
|
Befecskendező rendszer |
Forró futó |
|
Megfelelő befecskendező gép |
2850T |
|
Penészméret |
1980x1860x900 mm |
|
Penész élettartama |
több mint 500, 000 PCS |
A dinamikus raklapformák legfontosabb jellemzői
1. Complex Design - Ezek a formák raklapokat hoznak létre mozgatható alkatrészekkel (pl. Forgó szakaszok, összecsukható lábak vagy állítható magasságok) a jobb tárolási és szállítási hatékonyság érdekében.
A. Mozgó mechanizmusok (csúszkák, zsanérok, emelők)
>Undercut Kezelés - Használjon oldalsó csúszkákat, emelőket vagy hidraulikus magokat a hajtogatáshoz/összecsukható tulajdonságokhoz.
>Sima mozgás - a megfelelő szöget (1–3 fok) a ragasztás megakadályozása érdekében.
>Viseljék ellenállás-keményített acélbetéteket (H13/S136) a magas súrlódású területeken.
B. falvastagság optimalizálása
>Egységes vastagság (3–5 mm) - Az előadások megsemmisülése/mosogató jelek.
>Borda megerősítése - a felesleges anyag nélkül.
2. A nagy precíziós - a dinamikus alkatrészek (zsanérok, csúszkák vagy reteszelő mechanizmusok) zökkenőmentes mozgását biztosítja.
3. Tartós építés-edzett acélból (pl. P20, H13 vagy S136), hogy ellenálljon a nagynyomású injekciós ciklusoknak.
(
5.A kialakított kilökődéses rendszerek - hidraulikus, pneumatikus vagy mechanikus kidobókat használnak, hogy komplex alkatrészeket károsodás nélkül engedjenek fel.
>Sztriptíz lemezek vagy kidobó csapok - komplex geometriákhoz.
>Késleltetett kidobás-többlépcsős mozgó alkatrészekhez.
A dinamikus raklapforma gyártási folyamata

- Design &. Mérnöki
1. lépés: Termék- és penész kialakítás
>3D modellezés (CAD) - A mérnökök a dinamikus raklap részletes kialakítását készítik (beleértve a mozgó alkatrészeket, például a zsanérokat, az összecsukható lábakat vagy a görgőket).
>A penészáram -elemzés - szimulációs szoftver (pl. Moldflow) ellenőrzi a potenciális hibákat (defling, légcsapdák vagy egyenetlen hűtés).
>Strukturális elemzés - biztosítja, hogy a penész ellenálljon a magas injekciós nyomásnak.
2. lépés: A penész elrendezése &. Alap/üreg tervezése
>Elválasztó vonal meghatározása - Dönti, hogy a penész hol hasít a magba és az üregbe.
>Csúszka &. Emelőhely elhelyezése - alulcikkekhez (pl. Összehajtogatási mechanizmusok).
>Kitöltési rendszer kialakítása - Biztosítja a komplex alkatrészek zökkenőmentes lerontását.
- Anyagválasztás és acél megmunkálás
3. lépés: A penész acél kiválasztása
>A raklapformák általános osztályai:
>P20 - A költségek és a tartósság jó egyenlege (~ 300, 000 felvételek).
>H13 (forró munka acél)-magas ruhadarabokhoz (~ 1m+ felvételek).
>S136 (rozsdamentes acél)-Korrózió-rezisztens az élelmiszer-minőségű raklapokhoz.
4. lépés: CNC megmunkálás
>Durva megmunkálás - Acélblokkok alapvető formákká vannak vágva.
>Precíziós CNC maró/fordulás - Szoros tűrésű (± 0. 02 mm) magot és üreget hoz létre.
>EDM (elektromos kisülési megmunkálás) - bonyolult részletekhez (pl. Texturált felületek).
>Őrlés &. Polizálás-biztosítja a sima penészfelületeket a hibamentes raklapokhoz.
- Közgyűlés &. Felszerelés
5. lépés: A penész alap szerelvény
>Útmutató csapok és perselyek - Gondoskodjon a megfelelő igazításról.
>Ejektor csapok - rész eltávolításához.
>Csúszkák és. Emelő - mozgatható raklap -alkatrészekhez.
6. lépés: Hot Runner rendszer integráció (ha van)
>Elosztó telepítés - elosztja az olvadt műanyagot.
>Fúvóka és fűtés beállítása - fenntartja a következetes olvadékáramot.
- Tesztelés &. Kiigazítások
7. lépés: T1 mintavételi kísérlet
>Első lövés ellenőrzés-A hibák ellenőrzése (mosogató jelek, vaku vagy ferde).
>Dimenziós ellenőrzés - biztosítja, hogy a raklap megfeleljen a specifikációknak.
>Funkcionális tesztelés - Ellenőrzi a mozgó alkatrészeket (hajtogatás, fészkelés stb.).
8. lépés: finomhangolás
>A hűtési csatornák beállítása - optimalizálja a ciklusidőt.
>Az áramlás kiegyensúlyozása - megakadályozza az egyenetlen töltést.
Tömegtermelés &. Minőség -ellenőrzés
>9. lépés: Termelési futás
>Frönkő öntőgép beállítása - szorítóerő (500 - 4000+ tonna).
>A folyamatfigyelés - hőmérséklet, nyomás és ciklusidő -szabályozás.
10. lépés: Minőségi ellenőrzések
>DPI (dimenziós termékellenőrzés) - Ellenőrzi a tűréseket.
>Terhelésvizsgálat - A raklap biztosítja a súlykapacitást.
>Tartóssági tesztelés - Ismételt hajtogatási/kibontakozási ciklusok.
Termékek tervezése &. Forma

Forró futó technológia

1. Mi az a forró futó rendszer?
A Hot Runner rendszer egy fejlett fröccsöntési alkatrész, amely folyékony állapotban tartja az olvadt műanyagot, mivel a gép fúvókából az öntő üregekbe halad. A hideg futó rendszerektől eltérően (amelyek megszilárdulnak és hulladékként dobják el), a forró futók kiküszöbölik az anyaghulladékot és javítják a ciklusidőket.
Kulcskomponensek:
Az elosztó - az olvadt műanyagot egyenletesen több üregre osztja el.
Fűtőkészülékek - Műanyagot használnak optimális hőmérsékleten.
A fúvókák - kontrollok az egyes penészüregekbe áramolnak.
A hőmérséklet -szabályozók - a pontos hőszabályozást biztosítják.
2. Miért használja a Hot Runner rendszereket a dinamikus raklapformákhoz?
Előnyök:
>Semmilyen anyaghulladékot - a hidegfutókat, a fodrot vagy a futót sem dobják el (csökkentik a nagy raklapok költségeit).
>Gyorsabb ciklusidők - a plasztikus maradások olvadtak, csökkentve a hűtési és a kilövési időt.
>A jobb részben a minőségi -konszisztens áramlás csökkenti a hibákat, mint például a mosogató jelek vagy a defling.
>Multi-üreg hatékonyság-ideális a nagy mennyiségű raklap előállításához.
>Energiamegtakarítás - a pazarolt műanyag újrafeldolgozása.
Hátrányok:
>Magasabb kezdeti költség -összetett, mint a hideg futó rendszerek.
>Karbantartás szükséges - az elárasztásokhoz és a fűtőberendezéseknek periodikus ellenőrzésekre van szükségük.
>Nem ideális az összes anyaghoz - az egyes termikusan érzékeny műanyagok (pl. PVC) lebomolhatnak.
3. A forró futó rendszerek típusai
|
Beír |
Leírás |
Legjobb |
|
Nyitott kapu |
Egyszerű fúvóka kialakítása, nincs szelepvezérlés. |
Vastag falú raklapok, HDPE/pp. |
|
Szelepkapu |
Mechanikus szelepet használ az áramlás szabályozására. |
Nagy pontosságú dinamikus raklapok (megakadályozzák a nyáladást). |
|
Hőkapu |
Hővezérelt leállás. |
Kis és közepes raklap formák. |

4. Forró futó vs. Cold Runner a raklap öntéséhez
|
Jellemző |
Forró futó |
Hidegfutó |
|
Anyaghulladék |
Egyik sem |
15–30% hulladék (Sprue és futók) |
|
Ciklusidő |
Gyorsabb (nincs futó hűtés) |
Lassabb (hűvös futóknak kell lennie) |
|
Forma költsége |
Magasabb kezdeti költségek |
Alacsonyabb kezdeti költségek |
|
Legjobb |
Nagy volumenű raklapgyártás |
Alacsony volumenű vagy prototípus raklapok |
5. Karbantartási tippek a forró futó formákhoz
Rendszeres tisztítás - a műanyag lebomlás eltömő fúvókák.
Hőmérséklet -megfigyelés - az előfordulások túlmelegednek vagy fagyasztnak.
Fúvóka -ellenőrzések - ellenőrizze a kopást vagy a szivárgást.
Csomag és. Kézbesítés

Forma alkatrészek
Penész acél

Forró futó rendszer

Szabványos alkatrészek

Hogyan lehet megragadni a dinamikus raklapformákat?
1. Rendszeresen tisztítsa meg az öntőformát: Alapvető fontosságú a penész tisztításához minden felhasználás után az esetlegesen felhalmozódott törmelék, por vagy maradék eltávolításához. Használjon puha kefét vagy ruhát az öntőformát óvatosan tisztítsa meg, és kerülje a durva vegyi anyagok használatát, amelyek károsíthatják a felületet. 2. Ellenőrizze a kopást: rendszeresen ellenőrizze az öntőformát a kopás jeleit, például repedéseket, chipset vagy karcolást. Ha bármilyen károkat észlelnek, fontos az érintett alkatrészek javítása vagy cseréje, hogy megakadályozzák a további romlást. 3. Kenje meg a mozgó alkatrészeket: A sima működés biztosítása érdekében rendszeresen kenje be a penész mozgó részeit megfelelő kenőanyaggal. Ez elősegíti a súrlódás csökkentését és megakadályozza, hogy az alkatrészek idő előtt elhasználódjanak. 4. Ellenőrizze az igazítást: A penész megfelelő igazítása elengedhetetlen a kiváló minőségű raklapok előállításához. Rendszeresen ellenőrizze a penészkomponensek igazítását, és végezzen minden szükséges beállítást a pontos és következetes formázás biztosítása érdekében. 5. Tárolja a penész megfelelően: Ha nem használatban van, tárolja az öntőformát száraz és tiszta környezetben, hogy megakadályozza a korrózió és a károsodást. Kerülje a penész tárolását közvetlen napfényben vagy szélsőséges hőmérsékleten, amelyek befolyásolhatják annak integritását. 6. Kövesse a gyártó irányelveit: Végül kövesse a gyártó karbantartási irányelveit az Ön által használt konkrét dinamikus raklapformákhoz. Ezek az iránymutatások értékes információkat nyújtanak a penész megfelelő gondozásáról és karbantartásáról az optimális teljesítmény és a hosszú élettartam biztosítása érdekében.
|
GYIK
>1. Milyen típusú műanyag dinamikus raklapformákat gyárt?
Szakterületünk a műanyag dinamikus raklapkészletek széles skálájának gyártása, beleértve a rakott raklapformákat, a visszafordítható raklapformákat, az export raklapformákat és az egyedi tervezésű raklapformákat, hogy kielégítsük ügyfeleink egyedi igényeit.
>2. Testreszabhatja -e a műanyag dinamikus raklapformát követelményeink szerint?
Igen, van egy tapasztalt mérnökök és tervezők csoportja, akik együtt tudnak dolgozni egy testreszabott műanyag dinamikus raklapformát, amely megfelel az egyedi előírásoknak és követelményeknek.
>3. Milyen anyagokat használ a dinamikus raklapformák előállításához?
Kiváló minőségű és tartós anyagokat, például PP-t, PE, HDPE-t és PET-et használunk a műanyag dinamikus raklapok gyártására, biztosítva, hogy erősek, tartós és ellenállóak legyenek.
>4. Mennyi időbe telik a dinamikus raklapforma előállítása?
A műanyag dinamikus raklapforma gyártási ideje a tervezés bonyolultságától és az ügyfél konkrét követelményeitől függően változhat. Általában körülbelül 55-65 napot vesz igénybe.
>5. Tudna segíteni a műanyag dinamikus raklapformájunk karbantartásában és javításában?
Igen, karbantartási és javítási szolgáltatásokat kínálunk a műanyag dinamikus raklapformáinkhoz annak biztosítása érdekében, hogy azok hosszú ideig optimális működési állapotban maradjanak. Technikusok csapata rendelkezésre áll, hogy szükség esetén segítséget nyújtson.
>6. Mi az árképzési struktúrája?
A költségek a következőktől függnek: a penész bonyolultságától (üregek száma, diák stb.), Anyag- és acél minőségű és termelési mennyiség. PleaseContact minket egy testreszabott idézethez!
>7. Mi különbözteti meg a vállalatát a többi dinamikus raklapmenyő -gyártótól?
Cégünk kiemelkedik a minőség, a hatékonyság és az ügyfelek elégedettsége iránti elkötelezettségéért. A legújabb technológiai és gyártási folyamatokat használjuk olyan kiváló minőségű dinamikus raklapformák előállításához, amelyek megfelelnek a legmagasabb iparági előírásoknak. Ezenkívül prioritást élvezünk az ügyfélszolgálatról, és arra törekszünk, hogy tartós kapcsolatokat építsünk ki ügyfeleinkkel.
Az ügyfelek visszajelzése






