


A forma specifikációi
|
A penész neve |
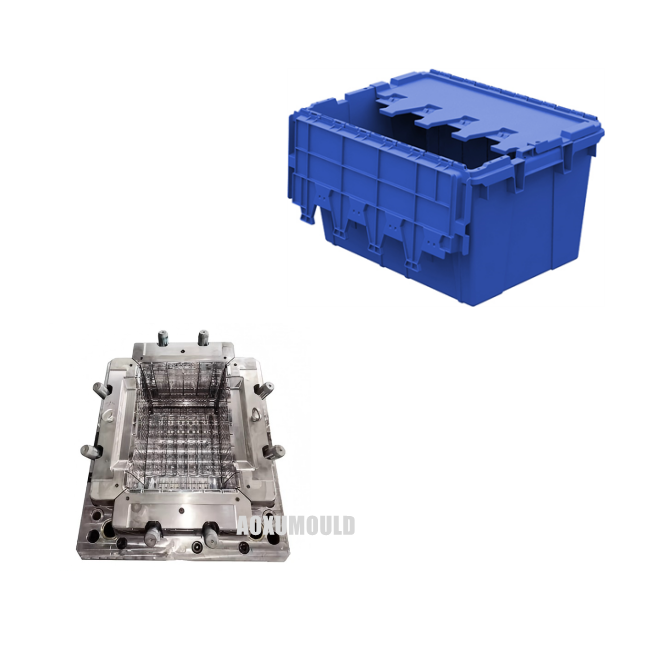
Műanyag logisztikai doboz forma |
|
Termék anyaga |
HDPE/PP |
|
Termék mérete |
600x400x280mm |
|
A termék súlya |
2,8 kg |
|
Formaanyag üreghez &. Mag |
P20/718H/H13 |
|
Az üreg NO-i |
1 üreg |
|
Befecskendező rendszer |
Forró futó |
|
Megfelelő injekciós gép |
650T |
|
Forma mérete |
850X580X900mm |
|
A forma súlya |
3500 kg |
|
A forma élettartama |
több mint 500,000db |
|
Szállítási idő |
55 nap |

Hogyan tervezzünk egy jó műanyag logisztikai dobozt?
1. Határozza meg a célt és a követelményeket
Funkcionalitás: Fontolja meg, hogy a doboz milyen elemeket tartalmazhat. Például, ha törékeny árukra van szükség, belső elválasztókat vagy párnázó elemeket kell terveznie. Ha nehéz tárgyakra van szükség, a doboznak nagy teherbíró képességgel kell rendelkeznie.
Méret: Mérje meg a tárolandó vagy szállítandó tárgyak jellemző méreteit. Győződjön meg arról, hogy a doboz elegendő helyet biztosít a könnyű be- és kicsomagoláshoz. A helykihasználás optimalizálása érdekében vegye figyelembe a szabványos raklap- vagy tárolóállvány-méreteket is.
Halmozhatóság: A dobozt úgy alakítsa ki, hogy biztonságosan egymásra rakható legyen. Ez magában foglalhat olyan funkciókat, mint a süllyesztett felsők és alsók, amelyek pontosan illeszkednek egymáshoz, vagy megerősített sarkok, hogy elbírják az egymásra rakott dobozok súlyát.
Vegye figyelembe az anyag tulajdonságait
Műanyag típusa: Válasszon megfelelő műanyagot olyan tényezők alapján, mint a szilárdság, a rugalmasság és a költség. A nagy sűrűségű polietilén (HDPE) gyakori választás tartóssága, ütésállósága és vegyszerállósága miatt.
Falvastagság: Határozza meg a doboz falainak megfelelő vastagságát. A vastagabb falak nagyobb szilárdságot biztosítanak, de növelik a költségeket és a súlyt is. Műszaki számítások vagy szimulációk segítségével megtalálhatja az optimális vastagságot a tervezett teherhordási követelményekhez.
3. Tervezze meg a szerkezetet
Alap és oldalak: Az alapnak szélesnek és stabilnak kell lennie, hogy megakadályozza a billenést. A szilárdság növelése érdekében az oldalak bordázással vagy hullámosítással alakíthatók ki. Például a függőleges bordák növelhetik a doboz ellenállását az oldalirányú erőkkel szemben.
Fogantyúk és nyílások: könnyen megfogható fogantyúkat tartalmaznak, amelyek elég erősek ahhoz, hogy elbírják a megrakott doboz súlyát. A nyílást úgy alakítsa ki, hogy kényelmesen hozzáférjen a tartalomhoz, például csuklós fedél vagy elég nagy, levehető tető.
Design For Product &. Forma

Hogyan készítsünk minőségi műanyag logisztikai dobozformát?
1. Anyagválasztás
• Válassza ki a megfelelő szerszámanyagokat olyan tényezők alapján, mint a várható gyártási mennyiség, a felhasznált műanyag és a kívánt pontosság. Az általánosan használt anyagok közé tartoznak az olyan acélötvözetek, mint a P20 és a H13. Ezek az anyagok jó keménységgel, kopásállósággal és hőkezelési teljesítménnyel rendelkeznek.
2.Megmunkálás
• Durva megmunkálás: Használjon megmunkálási módszereket, például marást és esztergálást, hogy eltávolítsa a legtöbb felesleges anyagot a formadarabból, hogy nagyjából formálja a forma alakját.
• Finom megmunkálás: Használjon precíziós megmunkáló berendezéseket, például CNC megmunkáló központokat a formaüreg, a mag és más kulcsfontosságú részek nagy pontosságú megmunkálásához, hogy biztosítsa a felületi érdesség és a méretpontosság megfelelését a követelményeknek. Ez a folyamat magában foglalja a részletek, például a hűtőcsatornák megmunkálását is.

3.Hőkezelés
• Végezzen hőkezelési folyamatokat, például hűtést és temperálást a megmunkált formarészeken, hogy javítsa az öntőforma keménységét és szilárdságát, valamint növelje kopásállóságát és élettartamát.
4.Felületkezelés
• Alkalmazzon felületkezelést, például polírozást, bevonatot vagy textúrát a formaüreg felületére. A polírozás javíthatja az előállított műanyag alkatrészek felületi minőségét, a bevonat pedig javíthatja a forma korrózióállóságát és kioldási teljesítményét.
5. Összeszerelés és hibakeresés
• Szerelje össze az öntőforma különböző alkatrészeit, beleértve az üreget, a magot, a kilökőrendszert és a kapurendszert, és gondoskodjon arról, hogy az összeszerelés pontos legyen és a mozgás egyenletes legyen. Ezután végezzen próbaüzemeket és hibakeresést egy megfelelő fröccsöntő géppel, állítsa be a paramétereket, például a fröccsnyomást, a hőmérsékletet és a ciklusidőt, hogy optimalizálja az öntőforma töltési és formázási folyamatait, amíg a minősített műanyag logisztikai dobozok stabilan elő nem állíthatók.
Ez egy összetett folyamat, amely általában tapasztalt formakészítő technikusok és fejlett gyártóberendezések részvételét igényli.
Mi's Az acél típusa jó logisztikai dobozokhoz?

Többféle acél alkalmas műanyag logisztikai dobozformákhoz:
1.P20 Acél
Ez egy előre edzett acél. A P20 acél jó megmunkálhatósággal rendelkezik, ami azt jelenti, hogy a formakészítési folyamat során könnyen alakítható és részletezhető. Ezenkívül jó egyensúlyt kínál az erő és a szívósság között. Az edzett felület ellenáll a nyomásnak és a súrlódásnak a műanyag logisztikai dobozok fröccsöntése során, és viszonylag hosszú élettartamú.
2.H13 Acél
A H13 melegen megmunkált sajtolóacél. Kiváló hőállósággal rendelkezik, ami azért fontos, mert a fröccsöntési folyamat során a forma gyakran ki van téve a műanyag magas hőmérsékletű megolvadásának. Megőrzi mechanikai tulajdonságait és méretstabilitását magas hőmérsékleti viszonyok között. Nagy szilárdságú és jó kopásállósággal is rendelkezik, alkalmas műanyag logisztikai dobozok nagy volumenű gyártási igényű öntőformáihoz.
Hogyan karbantartsuk logisztikai doboz öntőformánkat?

1. Rendszeres tisztítás
Minden használat után gondosan tisztítsa meg a formát, hogy eltávolítsa a visszamaradt műanyagokat, törmeléket és egyéb szennyeződéseket. Használhat olyan eszközöket, mint a sárgaréz drótkefék az üreg és a mag felületeinek finom tisztítására anélkül, hogy megkarcolná a forma felületét.
Használjon megfelelő oldószereket, például speciális penésztisztító szereket, hogy feloldja és eltávolítsa a makacs műanyagmaradványokat. Ügyeljen arra, hogy az oldószer ne korrodálja a penész anyagát.
2.Kenés
Vigyen fel kenőanyagot az öntőforma mozgó részeire, például a kilökőcsapokra és a csúszkákra. A kiváló minőségű kenőanyagok csökkentik a súrlódást, megakadályozzák a kopást és biztosítják ezen alkatrészek zökkenőmentes mozgását a formázási folyamat során.
3. Ellenőrzés és javítás
Rendszeresen ellenőrizze a formát, hogy nincs-e rajta kopás, repedés vagy egyéb sérülés. Fókuszáljon az olyan területekre, mint az üreg felülete, az elválasztó vonal és a kilökőrendszer. Ha bármilyen hibát talál, javítsa ki azokat időben. A kisebb felületi sérülések polírozással és más módszerekkel javíthatók, a komolyabb sérülések pedig hegesztést és újbóli megmunkálást igényelhetnek.
4. Rozsdavédelem
Ha a formát hosszú ideig nem használják, tegyen rozsdamegelőzési intézkedéseket. Kenje be a forma felületét rozsdagátló olajjal, hogy védőfóliát képezzen, és megakadályozza a penész rozsdásodását a nedvesség és egyéb tényezők miatt.
5. Megfelelő tárolás
A formát száraz, szellőző helyen, megfelelő hőmérsékleten tárolja. Ne tárolja magas páratartalmú vagy sok poros helyen. A formatároló állványok segítségével függőleges helyzetben tarthatja a formát, hogy elkerülje a deformációt.
Csomag &. Szállítás

Forma alkatrészek
Forma acél

Hot Runner System

Szabványos alkatrészek

Ügyfelek visszajelzései

GYIK
K: Hogyan határozhatom meg a legjobb üreges elrendezést egy többüreges öntőformához?
V: Vegye figyelembe a logisztikai doboz méretét és alakját, a fröccsöntő gép rendelkezésre álló szorító erejét és a szükséges gyártási mennyiséget. Próbálja meg egyenletesen kiegyensúlyozni a formatöltést az üregek között, hogy biztosítsa az egyenletes alkatrészminőséget. Például, ha a doboz nagy, egy együregű vagy kétüregű forma alkalmasabb lehet az elégtelen szorítóerővel kapcsolatos problémák elkerülésére.
K: Milyen tervezési jellemzők fontosak a könnyű formából való kiszereléshez?
V: A doboz kialakításának függőleges felületein a megfelelő huzatszög kulcsfontosságú. Általában 1 - 3 fokos merülési szög javasolt. Vegye figyelembe a kilökőrendszer elhelyezkedését és kialakítását is, például a doboz nem látható vagy nem működő részein elhelyezett kilökőcsapokat, hogy elkerülje a nyomokat a készterméken.
K: Melyik acélminőség a legköltséghatékonyabb egy közepes volumenű gyártási formához?
V: A P20 acél gyakran jó választás közepes volumenű gyártáshoz. Jó a megmunkálhatósága, előedzhető, és ésszerű egyensúlyt biztosít a költség és a teljesítmény között. Középtávú gyártási léptékben képes ellenállni a műanyag logisztikai dobozok öntésével járó nyomásnak és kopásnak.
K: Hogyan válasszam ki a bevonóanyagot a forma felületéhez?
V: A műanyag logisztikai doboz formáknál előnyös lehet egy tapadásmentes bevonat, például egy PTFE alapú bevonat. Segíti a műanyag alkatrész könnyű kioldását és némi korrózióállóságot is biztosít. A bevonat kiválasztásakor vegye figyelembe az öntendő műanyag típusát és a ciklusok várható számát.
K: Mi az elfogadható tűréstartomány a formaméretekhez?
V: A tűrés a doboz méretétől és a szükséges pontosságtól függ. Általánosságban elmondható, hogy a nagyobb logisztikai dobozok esetében a ±{{0}}.1 - 0,3 mm-es tűrés elfogadható lehet a formaüreg teljes méretéhez képest. Mindazonáltal olyan kritikus jellemzők esetében, mint a rögzítési lyukak vagy az illeszkedő felületek, szűkebb, ±0,05 mm körüli tűrésre lehet szükség.
K: Hogyan biztosíthatom a hűtőcsatornák megmunkálási pontosságát?
V: Használjon fejlett CNC megmunkálási technikákat és precíz szerszámozást. A hűtőcsatornákat nagy pontosságú berendezéssel kell fúrni vagy marni, majd ellenőrizni kell ellenőrző eszközökkel, például boreszkópokkal. A csatornáknak sima felülettel kell rendelkezniük, hogy biztosítsák a hatékony hőátadást és elkerüljék a forró pontok kialakulását a penészben.
K: Melyek a legfontosabb szempontok, amelyeket ellenőrizni kell a forma összeszerelése során?
V: Ellenőrizze, hogy az üreg és a mag alkatrészei megfelelően illeszkednek-e. Győződjön meg arról, hogy a kilökőrendszer zökkenőmentesen, bekötés nélkül működik. Ezenkívül ellenőrizze, hogy a kapurendszer megfelelően van-e felszerelve, és nincs-e szivárgás vagy eltömődés. Például a kivezető perselynek szilárdan ülnie kell, és egy vonalban kell lennie a formázógép fröccsöntő egységével.
K: Hogyan háríthatom el a problémákat az öntőforma tesztelési szakaszában?
V: Ha olyan problémák merülnek fel, mint a rövid felvételek (nem teljes töltés), először ellenőrizze a befecskendezési nyomást, hőmérsékletet és sebességbeállításokat. Ha a dobozon esztétikai hibák vannak, vizsgálja meg a formaüreg felületi minőségét és a formabevonat minőségét. Kiszerelési problémák esetén tekintse át a behúzási szögeket és a kilökőrendszer működését.





